Efficiënter (micro)bewerken met een combinatie van laser en chemie
Efficiënter (micro)bewerken met een combinatie van laser en chemie
Om door te breken met nieuwe technologieën is enige basiskennis van die technologieën en hun mogelijkheden vereist. We stellen enkele doorbraaktechnologieën aan u voor aan de hand van een reeks infofiches. Bert Lauwers en Wouter Vanderauwera van KU Leuven stellen in deze bijdrage laser ondersteund reactief bewerken (laser assisted reactive machining, LARM) en chemisch ondersteund laserbewerken voor.
Met dit laser ondersteund procedé kan roestvast staal 316 en NiTi-legeringen worden bewerkt. De technologie bevindt zich in het stadium van validatie in een labo-omgeving.
Bij traditionele laserablatie (frezen of boren) veroorzaakt de gegenereerde warmte het ontstaan van een warmte beïnvloede zone. Ook spatten en gesmolten materiaal op de omliggende oppervlakken komen voor. Om deze vervuiling tegen te gaan kan het te bewerken oppervlak ondergedompeld worden in een reactieve vloeistof (bijvoorbeeld een zoutoplossing). De keuze van deze reactieve vloeistof hangt af van het te bewerken materiaal: een NaCl-oplossing voor roestvast staal en een H3PO4-H2SO3-voor NiTi-oplossingen. De vloeistof is in de eerste plaats een transportmiddel om vervuiling van het oppervlak weg te halen en spatten te vermijden. Als tweede punt wordt de vloeistof zo gekozen dat er ook een chemische reactie (chemisch etsen) plaatsvindt. Afhankelijk van het procedé dat men van de twee als belangrijkste beschouwt, spreekt men van 'laser ondersteund reactief bewerken' of 'chemisch ondersteund laserbewerken'.
Het wegnemen van materiaal vindt plaats door de gecombineerde actie van de reactieve vloeistof en de kracht van de laser. Zonder de laserstraal zou het chemisch etsen niet resulteren in dezelfde hoeveelheid erosie van het oppervlak. Door energie via de laserstraal toe te voegen verhoogt de temperatuur, wat de chemische reactie aanzienlijk versnelt en tot een hogere materiaalafname leidt. Zowel continue als gepulste laserbronnen kunnen hiervoor ingezet worden.
De afname-efficiëntie kan verbeterd worden door de vloeistof coaxiaal aan de laserstraal toe te voegen en zo te voorkomen dat de vloeistof aan het bewerkingspunt al verzadigd is met afval ('laser assisted jet-chemical etching' of laser ondersteund chemisch etsen).
- Grootte-orde van de afnamesnelheid: 10x10-6 – 1000x10-6 mm³/s (afhankelijk van de laserkracht)
- Vormverhoudingen tot 10 voor wandhoeken kleiner dan 5° kunnen worden bereikt.
- Een oppervlakteruwheid van minder dan 0,3 µm Ra kan worden bekomen.
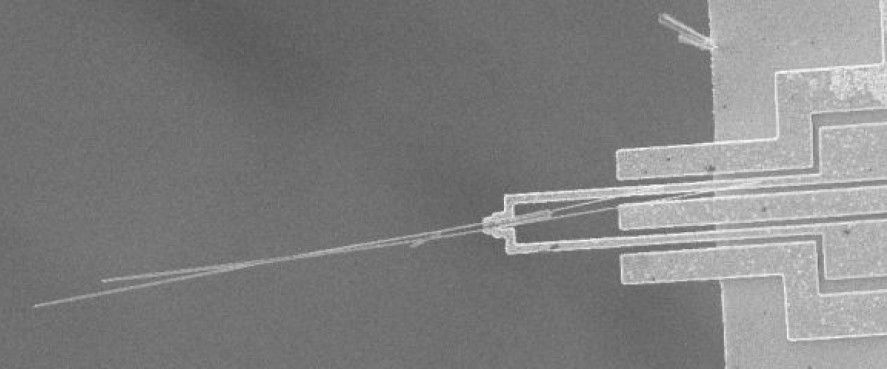
Onderstaande beelden tonen enkele met LARM gerealiseerde geometrieën.

Sterke punten van dit hybride procedé zijn:
- een hogere afnamesnelheid in vergelijking met droge laserablatie (tot 300 procent)
- weinig tot geen warmte beïnvloede zone en spatten in vergelijking met droge ablatie
- hoge kwaliteit van de bewerkte oppervlakken (bijv. scherpere hoeken)
- hogere vormverhoudingen zijn mogelijk in vergelijking met droge laserablatie.

De bewerkingssnelheid van het procedé is echter gemiddeld. Verder is het aantal materialen waarop deze techniek kan worden toegepast eerder klein. Er zijn al resultaten bekend van roestvast staal, NiTi-legeringen en ZrO2. Voor andere materialen moet er hoogstwaarschijnlijk een andere reactieve vloeistof gekozen worden, wat nieuwe eisen stelt aan het machineontwerp (bijv. het gebruik van corrosiebestendige materialen). De technologie heeft zich nuttig bewezen voor microtoepassingen; voor macrotoepassingen is de relevantie eerder laag.

De tip van een microgrijper voor medische toepassingen uit 200 µm dikke folie, vervaardigd met LARM:

Dit artikel kwam tot stand dankzij het project "Doorbraaktechnologie voor een Vlaamse maakindustrie met toekomst” in het kader van Vlaanderen in Actie en met steun van het Agentschap Ondernemen.
![]()
![]()